מבוא: אתגר החיבור האמין למתכת דקה
מהנדסים בתעשיות התעופה, הביטחון והאלקטרוניקה מתמודדים באופן יומיומי עם אתגר מרכזי: כיצד ליצור נקודת עיגון חזקה ואמינה, בעלת תבריג, על גבי פח או לוח מתכת דק? הדרישה לחוזק מכני גבוה, דיוק מיקום ושמירה על שלמות החומר והציפוי הופכת את בחירת טכנולוגיית החיבור להחלטה קריטית המשפיעה על עלות, איכות ואמינות המוצר הסופי. בין אם מדובר בהרכבת מארז אלקטרוני, מבנה תעופתי קל משקל או מערכת ביטחונית מורכבת, הפתרון חייב לעמוד בסטנדרטים הגבוהים ביותר. במדריך זה נבחן לעומק שתי גישות מרכזיות לפתרון בעיה זו: הגישה התרמית, המיוצגת על ידי ריתוך נקודתי וריתוך היקפי, והגישה המכנית המתקדמת – טכנולוגיית Self-Clinching. נשווה ביניהן על פי קריטריונים הנדסיים ונציג תרחישים שיסייעו לכם לקבל את ההחלטה הנכונה ביותר עבור היישום הספציפי שלכם.
האלטרנטיבה הקלאסית: ריתוך נקודתי וריתוך היקפי (Projection Welding)
ריתוך התנגדות, ובפרט ריתוך נקודתי (Spot Welding) וריתוך היקפי (Projection Welding), הוא שיטה ותיקה ומוכחת ליצירת חיבור מטלורגי קבוע בין שני גופי מתכת. עקרון הפעולה מבוסס על העברת זרם חשמלי גבוה דרך נקודת המגע בין החלקים, תחת לחץ מכני. ההתנגדות החשמלית בנקודת המגע יוצרת חום מרוכז הגורם להתכה מקומית של המתכת, ולאחר התמצקות נוצר נתך (nugget) המאחד את החלקים. בריתוך היקפי, “בליטה” (projection) מעוצבת מראש על אחד החלקים (למשל, אום ריתוך) ממקדת את הזרם והלחץ לנקודה מדויקת, ומאפשרת חיבור חזק יותר.
היתרון המרכזי של שיטות אלו הוא החוזק הגבוה של החיבור המטלורגי. עם זאת, התהליך אינו חף מחסרונות משמעותיים שיש לקחת בחשבון:
- עיוות תרמי (Thermal Distortion): החום העצום המופק בתהליך הריתוך (מעל 1000°C) גורם להתפשטות והתכווצות מקומית של המתכת. בפחים דקים, תופעה זו מובילה לעיוותים (warping), פוגעת בדיוק הגיאומטרי של המכלול ודורשת לעיתים תהליכי יישור יקרים.
- פגיעה בציפויים: ריתוך על גבי פח מצופה, כגון פח מגולוון (galvanized) או צבוע, שורף את שכבת הציפוי באזור הריתוך. הדבר פוגע בהגנה מפני קורוזיה, יוצר עשן רעיל, ומחייב תהליכי תיקון וצביעה מחדש לאחר ההרכבה, מה שמוסיף זמן ועלות לתהליך הייצור.
- דיוק מיקום מוגבל: בעוד שריתוך היקפי מציע דיוק טוב יותר מריתוך נקודתי, שתי השיטות רגישות למיקום האלקטרודות או הגיג הייעודי. השגת דיוק וחזרתיות גבוהים, במיוחד בייצור סדרתי, עשויה להיות מאתגרת ויקרה.
- סיכון לרכיבים רגישים: החום והפרצים החשמליים (spatter) הנלווים לתהליך הריתוך עלולים לגרום נזק לרכיבים אלקטרוניים רגישים (ICDs) או לחומרים אחרים הנמצאים בקרבת מקום.

הפתרון המודרני: טכנולוגיית Self-Clinching
בניגוד מוחלט לשיטות התרמיות, טכנולוגיית Self-Clinching (נעיצה עצמית) היא תהליך מכני טהור המבוצע בטמפרטורת החדר (cold forming). התהליך פשוט ואלגנטי: קשיח ייעודי, בעל עיצוב גיאומטרי מיוחד, נלחץ בכוח מבוקר לתוך חור שנקדח או נוקב מראש בפח. לחץ הנעיצה גורם לחומר הפח “לזרום” באופן פלסטי לתוך חריצים ותעלות ייעודיות בראש הקשיח. זרימת החומר הקרה יוצרת נעילה מכנית חזקה המונעת סיבוב (torque-out) ושליפה (pull-out) של הקשיח, והופכת אותו לחלק אינטגרלי מהפח. התוצאה היא נקודת תבריג חזקה, מדויקת ועמידה, המותקנת ללא חום, עשן או פגיעה בחומר.
היופי בטכנולוגיה זו הוא מגוון הפתרונות הרחב שהיא מציעה, המאפשר למהנדס להתאים את הקשיח המושלם לכל יישום. למשל, ניתן למצוא אומי נעיצה (Press-Nut) מדגם B-1032-2 ליצירת תבריג נקבה חזק, ברגי נעיצה (Studs) כמו CFHA-M4-8 המשמשים כפינים עם תבריג זכר, וכן מרווחים וסטנדאופים (Standoffs) מדויקים מדגם BSO-M2.5-12, החיוניים להרחקת מעגלים מודפסים ורכיבים אחרים מהמארז. כל אלו מספקים פתרון נקי, מהיר ואמין, התואם לדרישות המחמירות של תעשיות מתקדמות.
השוואה ראש בראש: קריטריונים לקבלת החלטה
כדי לסייע בקבלת החלטה מושכלת, חיוני להשוות את שתי הטכנולוגיות על פי פרמטרים הנדסיים מרכזיים. הטבלה הבאה מסכמת את השיקולים העיקריים, ויכולה לשמש ככלי עזר בתכנון מוצרים הכוללים, למשל, בורג נעיצה מדגם FHS-M2.5-18 או קשיחים דומים.
| קריטריון | ריתוך נקודתי / היקפי | Self-Clinching |
|---|---|---|
| עיוות תרמי | סיכון גבוה, במיוחד בפחים דקים. עלול לדרוש תהליכי יישור. | אפסי. התהליך מבוצע בקור ואינו משפיע על מישוריות הפח. |
| דיוק מיקום | תלוי במיקום האלקטרודות ובכלי העבודה. חזרתיות יכולה להיות מאתגרת. | גבוה מאוד. המיקום נקבע על ידי מיקום החור בפח, המבוצע בדיוק רב ב-CNC. |
| השפעה על ציפוי פני שטח | הרסני. שורף צבע, גלוון או ציפויים אחרים. דורש תיקונים לאחר ההרכבה. | ללא השפעה. שומר על שלמות הציפוי והגימור המקורי של הפח. |
| מהירות וסדרתיות | תהליך מהיר יחסית, אך עלול לדרוש ניקוי וגימור. אוטומציה מורכבת. | מהיר מאוד, נקי ואידיאלי לאוטומציה מלאה באמצעות מכבשי נעיצה ייעודיים. |
| התאמה לחומרים שונים | מוגבל לחומרים ברי-ריתוך. קשה או בלתי אפשרי לרתך חומרים שונים זה לזה. | מתאים למגוון רחב של מתכות (פלדה, נירוסטה, אלומיניום). הקשיח חייב להיות קשה יותר מחומר הפח. |
| חוזק מכני (משיכה ופיתול) | גבוה מאוד (חיבור מטלורגי). | גבוה מאוד (נעילה מכנית). נתונים הנדסיים מדויקים זמינים מהיצרן עבור כל מק”ט. |
| השפעה על רכיבים רגישים | סיכון לנזק מרעש חשמלי, חום ונתזים. | בטוח לחלוטין. תהליך מכני נקי שאינו מהווה סיכון לרכיבים סמוכים. |
מתי Self-Clinching היא הבחירה הנכונה? תרחישים לדוגמה
ההשוואה הטכנית מראה בבירור כי לכל שיטה יש את מקומה. בעוד שריתוך עשוי להתאים לחיבורים מבניים גסים שבהם עיוות תרמי ופגיעה בגימור אינם קריטיים, טכנולוגיית Self-Clinching מצטיינת במגוון רחב של יישומים מדויקים. הנה מספר דוגמאות קלאסיות:
יישום 1: זיווד אלקטרוני והרכבת מעגלים מודפסים (PCBs)
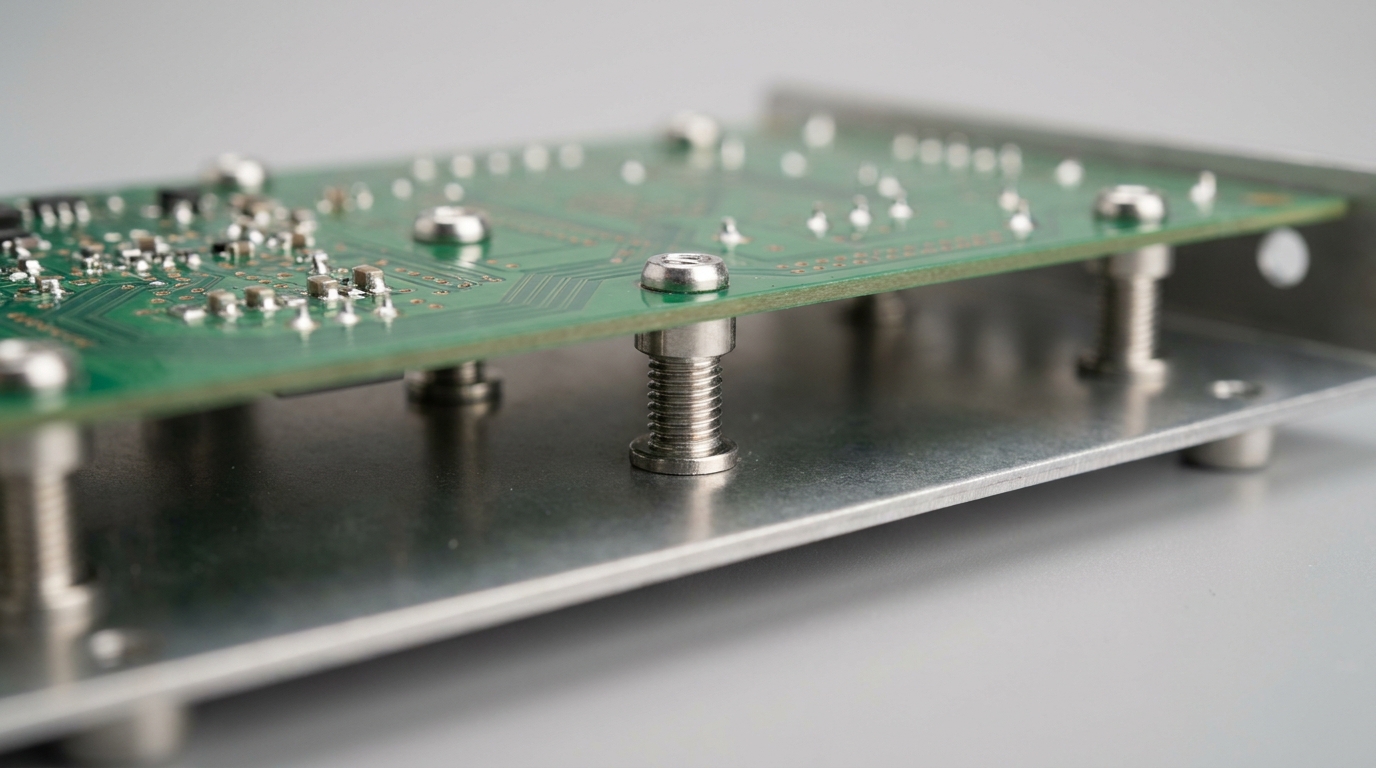
בתכנון מארזים אלקטרוניים, יש צורך קריטי להרחיק את המעגל המודפס (PCB) מדופן המארז כדי למנוע קצרים חשמליים ולאפשר קירור. במקרה זה, שימוש בסטנדאופים (מרווחים) ננעצים כמו PEMBSOS3.5M3-25 מספק פתרון מושלם. הם מותקנים בדיוק מילימטרי, מבטיחים גובה הרחקה אחיד, וחשוב מכל – מונעים כל סיכון של נזק תרמי לרכיבים האלקטרוניים הרגישים על הלוח, סיכון שתמיד קיים בקרבת תהליכי ריתוך.
יישום 2: עבודה עם פחים מצופים או צבועים מראש
יצרנים רבים מעדיפים לעבוד עם חומרי גלם שכבר עברו תהליכי ציפוי או צביעה כדי לייעל את קו הייצור. ריתוך על פח כזה הוא סיוט לוגיסטי: הוא שורף את הציפוי, דורש אוורור מיוחד להתמודדות עם אדים רעילים, ומחייב שלב נוסף של ניקוי, שיוף ותיקון הציפוי. לעומת זאת, התקנת קשיח נעיצה כמו אום CS616-1 מתבצעת מבלי לפגוע כלל בגימור המקורי. הדבר חוסך שלבי ייצור יקרים, מקצר את זמן ההרכבה הכולל ומבטיח מראה אסתטי ונקי של המוצר הסופי.
יישום 3: ייצור סדרתי הדורש דיוק וחזרתיות
בייצור המוני, אחידות ואיכות הן מילות המפתח. ניתן לשלב מכבשי נעיצה אוטומטיים או חצי-אוטומטיים בקלות בכל קו ייצור. מכונות אלו מבטיחות שכוח הנעיצה, מהירותה ועומקה יהיו זהים לחלוטין עבור כל יחידה, מה שמבטיח איכות וחזרתיות ללא פשרות. בניגוד לכך, ריתוך ידני או רובוטי דורש כיולים מורכבים ותחזוקה שוטפת כדי לשמור על רמת איכות אחידה, ותמיד קיים פוטנציאל לשונות בין מנות ייצור שונות.
הבטחת איכות ואספקה: תפקידו של הספק בפתרונות Self-Clinching
בחירת הטכנולוגיה הנכונה היא רק חצי מהמשוואה. כדי להבטיח את אמינות המוצר הסופי, חשוב לא פחות לבחור ספק אמין ומקצועי לקשיחים עצמם. ב-DAR Technologies (דר טכנולוגיות), אנו מבינים את הדרישות המחמירות של התעשיות המתקדמות. עם ניסיון של למעלה מ-30 שנה בתחום, אנו מחויבים לאיכות בלתי מתפשרת. מחויבות זו מתבטאת בהסמכתנו לתקן האיכות ISO 9001 ובעבודה בלעדית עם יצרנים מובילים מארה”ב ואירופה, העומדים בתקנים המחמירים ביותר כגון MIL-STD ו-AS9100.
אנו יודעים שלזמן יש משמעות קריטית בפרויקטים שלכם. לכן, אנו מחזיקים מלאי מקומי נרחב של מגוון קשיחים, המאפשר אספקה מיידית ורציפות בייצור. יתרון משמעותי נוסף, במיוחד עבור לקוחותינו בתעשיות הביטחוניות והתעופתיות, הוא היכולת שלנו לספק עקיבות מלאה (traceability) עד לרמת מספר המנה (lot number) של היצרן. יכולת זו חיונית לצורכי בקרת איכות, ניהול תצורה ועמידה בדרישות רגולטוריות מחמירות.
סיכום וצעדים הבאים
לסיכום, הבחירה בין ריתוך ל-Self-Clinching תלויה בראש ובראשונה בדרישות היישום. ריתוך נותר פתרון יעיל לחיבורים מבניים קבועים ועמידים בעומסים גבוהים, כאשר דיוק מיקום, עיוות תרמי ושימור פני השטח אינם השיקולים המרכזיים. מנגד, קשיחי Self-Clinching הם הבחירה העדיפה והמודרנית עבור יישומים הדורשים דיוק גבוה, שמירה על שלמות חומר וציפוי, עבודה בקרבת רכיבים רגישים, וייעול תהליכי ייצור סדרתי.
זקוקים לייעוץ בבחירת הקשיח המתאים לפרויקט הבא שלכם? בין אם מדובר באום נעיצה, בורג או סטנדאוף, צוות המהנדסים המנוסה של DAR Technologies ישמח לסייע בהתאמת הפתרון האופטימלי מהמלאי שלנו, ולספק נתונים טכניים והצעת מחיר. צרו איתנו קשר.